
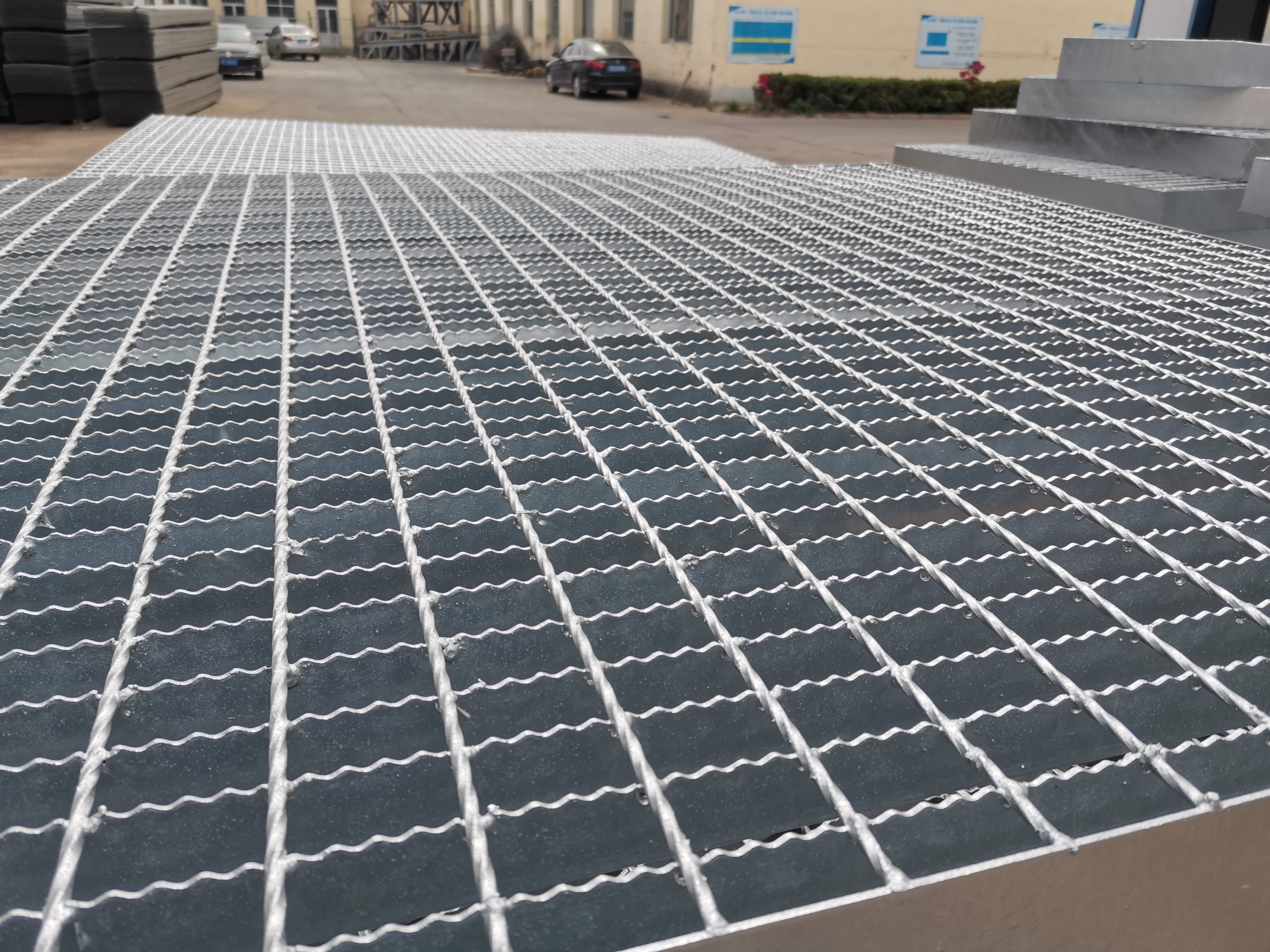
اسٹیل گریٹنگ لیٹیس پلیٹ کی ہاٹ ڈِپ گالوانائزیشن اسٹیل گریٹنگ جالی پلیٹ کے اجزاء کو سطح صاف کرنے کے بعد 460-469 ڈگری پگھلے ہوئے زنک مائع میں ڈبونا ہے۔
تاکہ سٹیل کی جالی پلیٹ کے اجزاء کو زنک کی تہہ کے ساتھ لپیٹ دیا جائے، جس کی موٹائی 5mm پتلی پلیٹ کے لیے 65μm سے کم اور موٹی پلیٹ کے لیے 86μm سے کم نہیں ہے۔
اسٹیل جالی پلیٹ کے تحفظ کے اس طریقے میں اچھی سنکنرن مزاحمت اور طویل خدمت زندگی ہے۔ اور کوئی دیکھ بھال اور دیگر فوائد نہیں ہے.
تو وہ کون سے اہم نکات ہیں جن پر ہاٹ ڈِپ جستی سٹیل پلیٹ پلانرز اور پروڈیوسرز کو توجہ دینی چاہیے؟
عام طور پر درج ذیل نکات ہوتے ہیں۔
ہاٹ ڈِپ جستی سٹیل کی گریٹنگجعلی منصوبہ سازوں اور پروڈیوسروں کو مندرجہ ذیل کلید پر توجہ دینا چاہئے:
1: مادی علاج کی ظاہری شکل پر، گرم ڈِپ زنک کا پہلا عمل اچار زنگ کو ہٹانا اور پھر صفائی کرنا ہے۔ یہ دو عمل مکمل نہیں ہیں سنکنرن جھاگ چھپی ہوئی مصیبت چھوڑ دیں گے
2: ویلڈنگ کی جانے والی سٹیل پلیٹ کو بغیر ویلڈڈ حصے سے اندرونی ڈوبنے تک جستی ایسڈ کی صفائی کے عمل پر توجہ دینی چاہیے،
لیکن یہ بھی ویلڈنگ کے دوران ہوا spatter کو صاف کرنے کی ضرورت ہے. دوسرے ویلڈنگ سلیگ کو صاف کرنے کے لئے مشکل کی موجودگی سے بچنے کے لئے، ایجنٹ سے بچنے کے لئے منسلک splashes کے ساتھ لیپت، اور پھر ویلڈنگ میں.
3: سٹیل پلیٹ کی شکل پیچیدہ ہے، اخترتی اور نقصان کا سبب بننا آسان ہے، بالترتیب جستی ہونا چاہئے.
4: چونکہ سٹیل کی پلیٹ نجاست کی سطح سے جڑی ہوئی ہے، اس لیے ضروری ہے کہ جستی بنانے سے پہلے اس کا علاج کیا جائے۔ ساتھیوں کی طرف سے منصوبہ بندی کی سٹیل جالی پلیٹ کی شکل موٹائی میں یکساں ہونے کی ضرورت ہے
5: اسٹیل پلیٹ کے منصوبہ سازوں کو جستی بنانے سے پہلے اور بعد میں میکانکی طاقت کی تبدیلی اور جستی بنانے کے بعد اسٹیل پلیٹ کی دوبارہ پروسیسنگ پر غور کرنے کی ضرورت ہے۔
پوسٹ ٹائم: اگست 04-2022